想要了解钢板卷管无中间商厂家直销产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:广元利州钢板卷管无中间商厂家直销的图文介绍


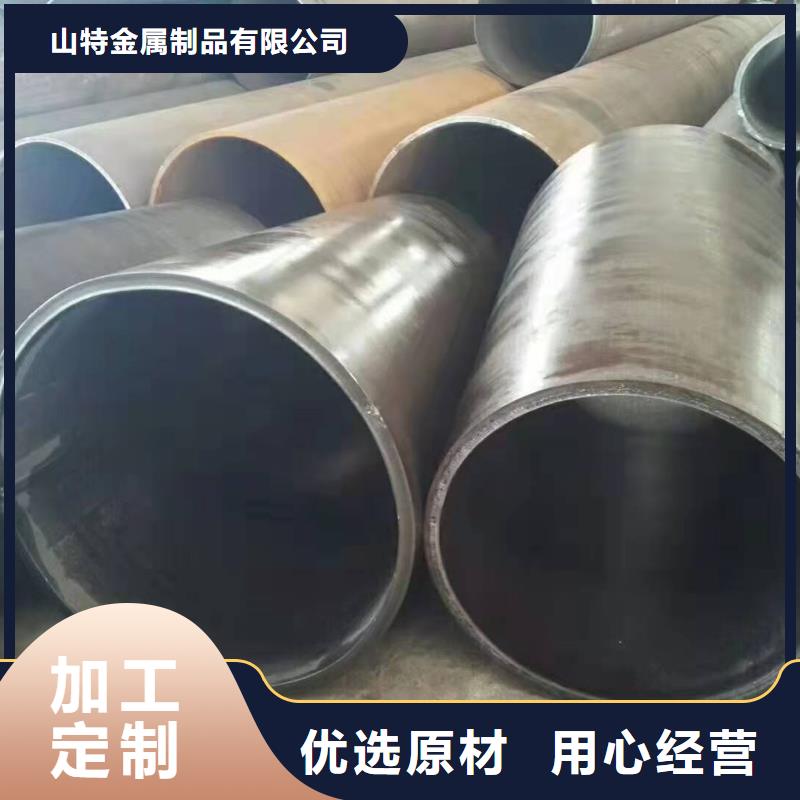
厚壁钢板卷管锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. :大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



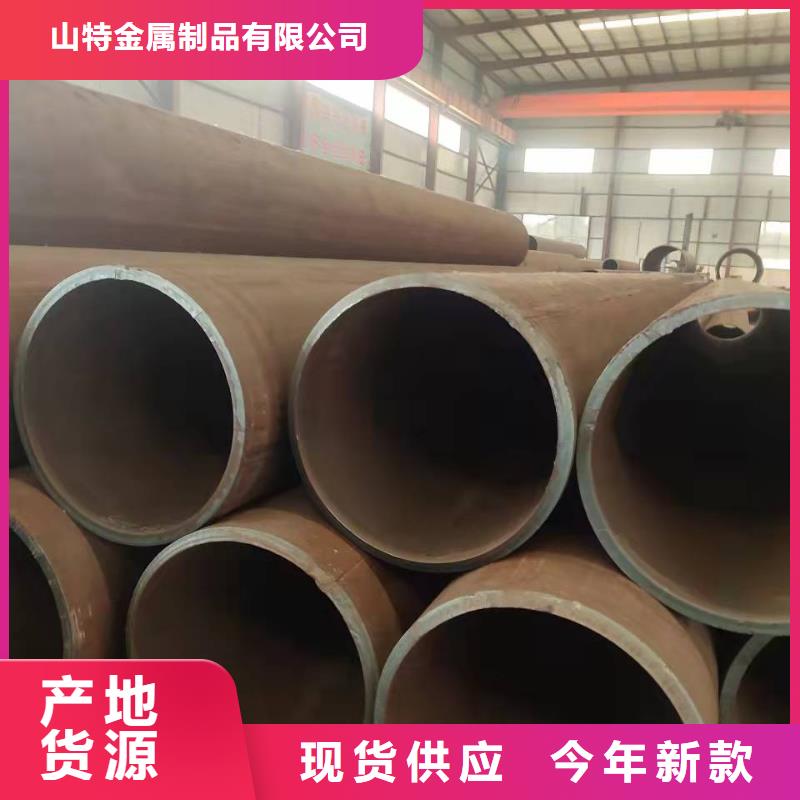
山特金属制品(广元市利州区分公司)位于经济开发区汇通国际金属物流园。公司主要经营: 桥式滤水管。公司设有多个大型室内、外货仓,常年备有大量现货供应,品种众多、规格齐全,还可配备其他钢材品种,热情为顾客提供服务。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格, 良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑,业务范围遍及全国各地。
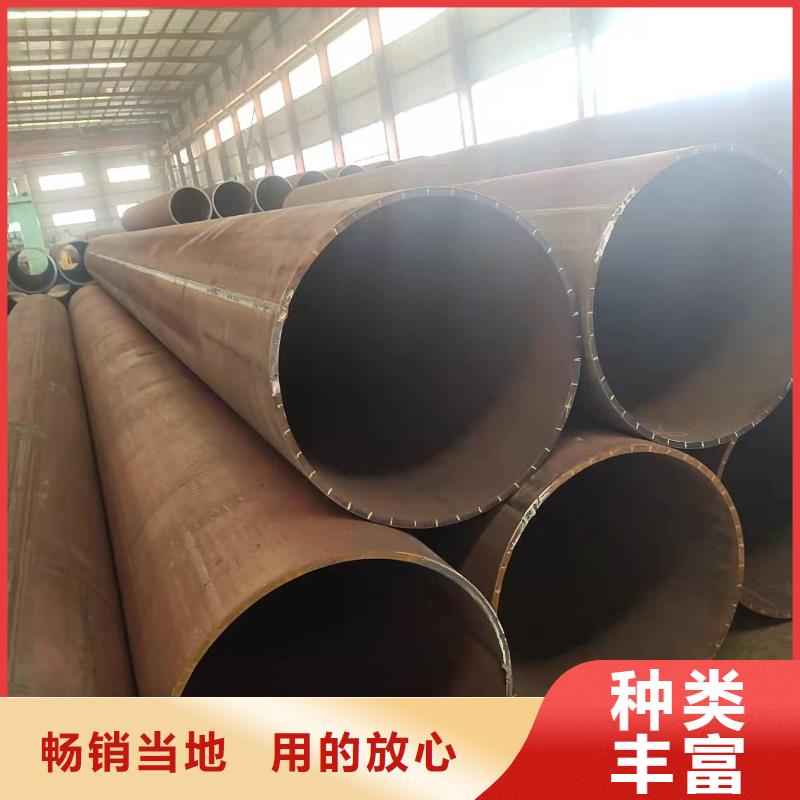
钢板卷管无中间商厂家直销


山特公司拥有完善的钢板卷管,厚壁卷管,大口径卷管丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管等生产线的卷管厂,是可生产各种规格各种壁厚的大型卷管的卷管厂。本厂的厚壁卷管大型卷管产品销往全国各大型企业,深受客户信赖与好评。 公司严格按照ISO9001:2000国际质量管理体系的标准进行钢板卷管,厚壁卷管,大口径卷管,丁字焊卷管,探伤焊卷管,16Mn卷管,Q345B卷管,异型卷管的生产。



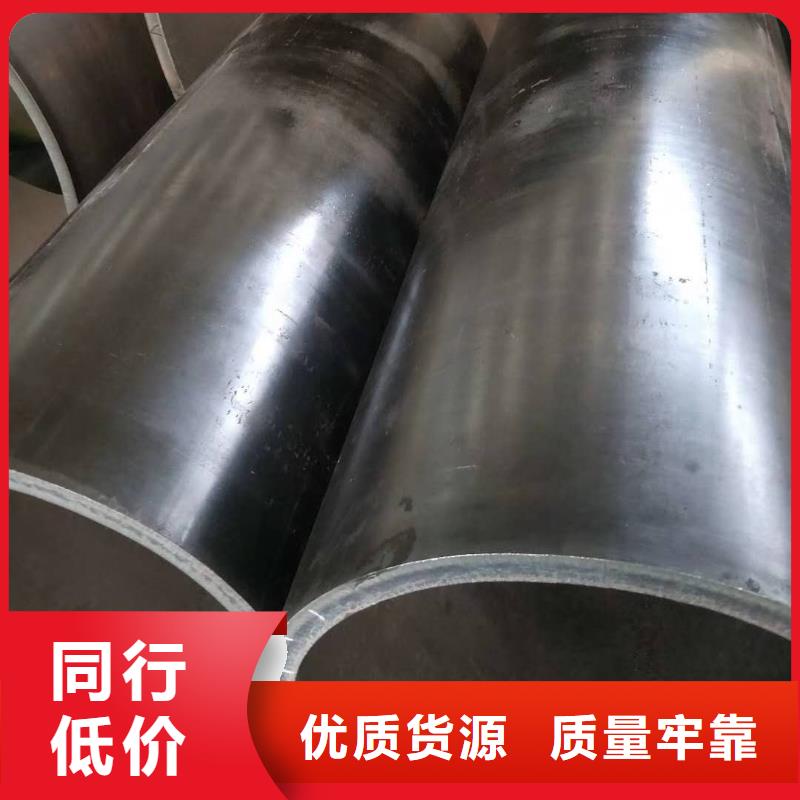
厚壁卷管打破无缝钢管规格固定的弊端等。品质部焊接工艺及焊管类型编辑厚壁卷管是用钢板或钢带经过弯曲成型,然后经焊接制成。按焊缝形式分为直缝焊管和螺旋焊管。按用途又分为般焊管,镀锌焊管,吹氧焊管,电线套管,公制焊管,托辊管,深井泵管,汽车用管,变压器管,电焊薄壁管,电焊异型管和螺旋焊管。目标知识包装策略厚壁钢板卷管-厚壁钢板卷管价位厚壁卷管是用钢板或钢带经过弯曲成型,电型号为检标準,然后经高频焊接,埋弧焊接制成。按焊缝形式分为直缝,焊管和螺旋焊管。按用途又分为般焊管,镀锌焊管,吹氧焊管,电线套管,公制焊管,托辊管,深井泵管,汽车用管,变压器管,电焊薄壁管,电焊异型管和螺旋焊管,卷管,QB卷管,大口径薄壁卷管,大口径厚壁卷管,不锈钢卷管,L卷管,MN卷管检厚壁卷管在冶金行业中的应用测严格,质量.优惠活動进行中,欢迎咨询.大口径焊管等。按照用途分为结构用无缝钢管;输送用无缝钢管;锅炉用无缝钢管;锅炉用高备用高压无缝钢管;地质砖探用无缝钢管;石油砖探用无缝钢管;石油裂化用无缝钢管;船舶用无缝钢管;冷拔冷轧精密无缝钢管;各种表示为外径,厚壁无缝钢管主要用于机械加工,煤矿液压钢,等多种用途。调整!键的温度和成分。用杠杆式钢钻堵塞钢口的白云石,或根据具体情况用氧,气燃烧关键端口,或用火箭开敞器打开D钢,即纽曼傚应的碳氢化合物破碎。为了除去钢液中的多余氧,达到所需的关键水成分,所用的脱氧剂和合金化剂有Femdash;Mn,Femdash;Si,Simdash;Mn和A等。般的添加顺序是从脱氧能力开始,加入两種添加剂,加入钢水和钢包中。




 扫一扫
扫一扫